さて、メインバッフルを接着する前にやっておくべきことがあります。
メインバッフルとサブバッフルのアライメント、嵌合の位置合わせです。
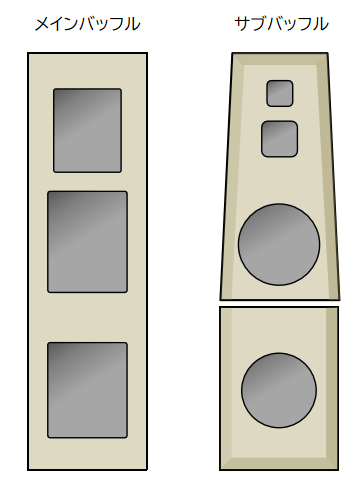
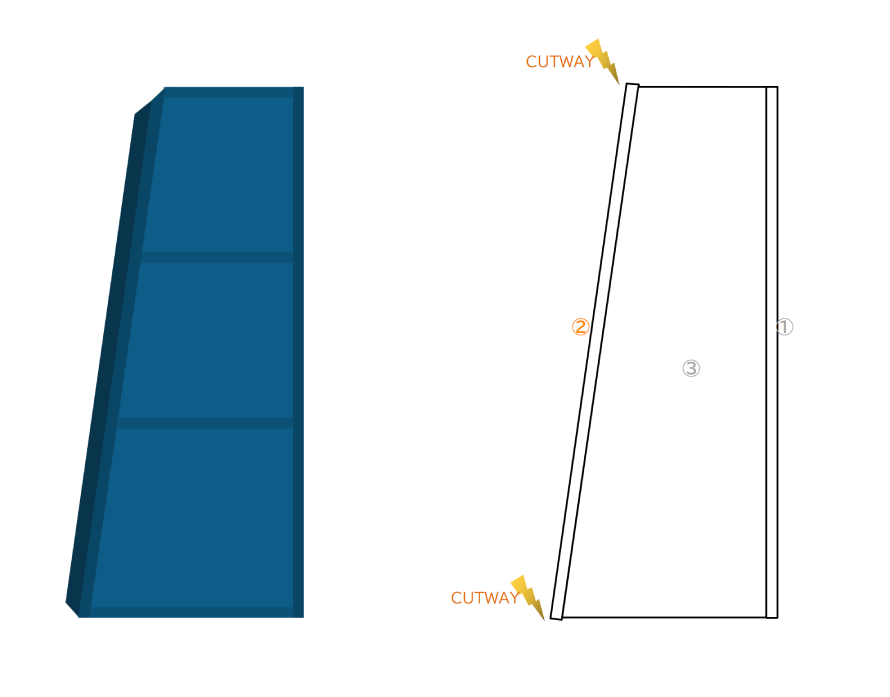
カッタウェイされたバッフルが重合されるので、この部分の接続精度=位置合わせが重要になります。
まず、メインバッフルに対しリファレンスとなる1枚のサブバッフルを正確に設置します。

次にサブバッフルの位置決めのための小木片(添え木)を、サブバッフルの稜線へ沿うように接着します。こんな感じ。

この小木片は役割を終えると最後はトリマーで削り取られてしまうので、ガッチリ接着しても問題ありません。

嵌合が済んだら、リファレンスとなるサブバッフルに対して穴位置のケガキをします。
そうしたら、メインバッフルとサブバッフルを重ねたまま(ここが大事)で、双方を貫通する穴あけをします。さきほどの木片があるので、位置はまったくズレないわけです。
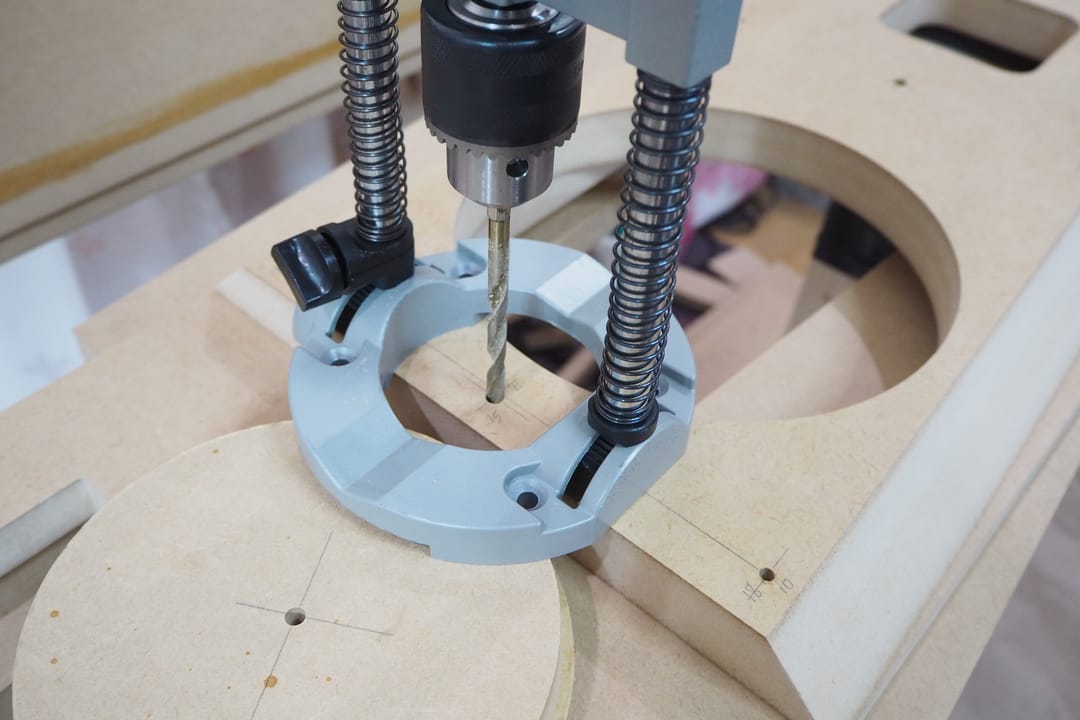
今回は穴あけへ新兵器、垂直ドリルガイドを導入します。
51mmを正確に垂直貫通するのに、目見当だけでは限界があります。


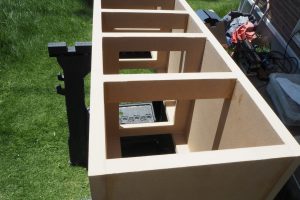
サブバッフルに穴が開きました。
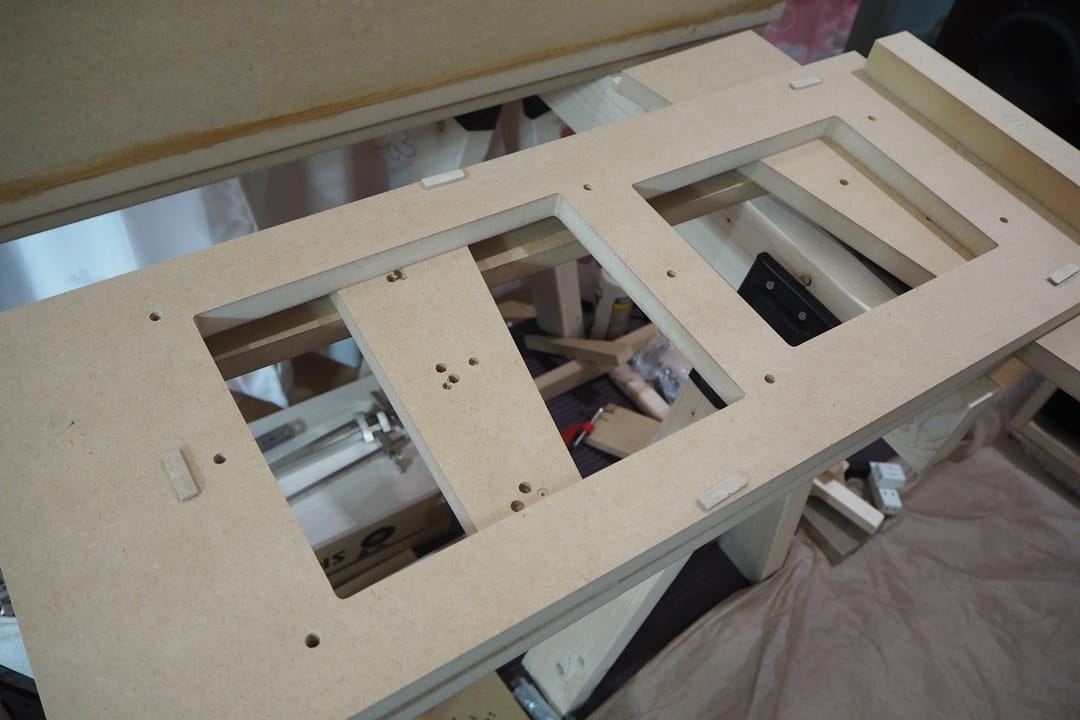
上図は同時に貫通されたメインバッフル。以降はこのメインバッフルが位置合わせのリファレンスになっていくわけです。左右別です。LchはLchのメインバッフルが、RchはRchのメインバッフルが穴位置のリファレンスです。

4種スピーカーシステムのうち、サブバッフルの穴あけはまだ1種しか終了していません。残り3種のサブバッフルを、さきほどの小木片に合わせてメインバッフルへ重ねます。
そうしたら裏返して、すでに開口済のホールを頼りに、サブバッフルへ穴あけをします。残り3種のサブバッフルへ同じ処理をします。

残りのサブバッフルにも穴が開きました。
RとLではビミョウに穴位置が違うわけですから、LRを識別しておく必要があります。メイン・サブバッフルともに、小さな溝穴を空けて、そこへ赤塗料を流し込んでおきます。この赤塗料が「R ch」の印です。単に板へメモを書き込んだだけでは研磨や塗装で消し飛んでしまうことがありますが、この小孔は少々の加工では消失しません。
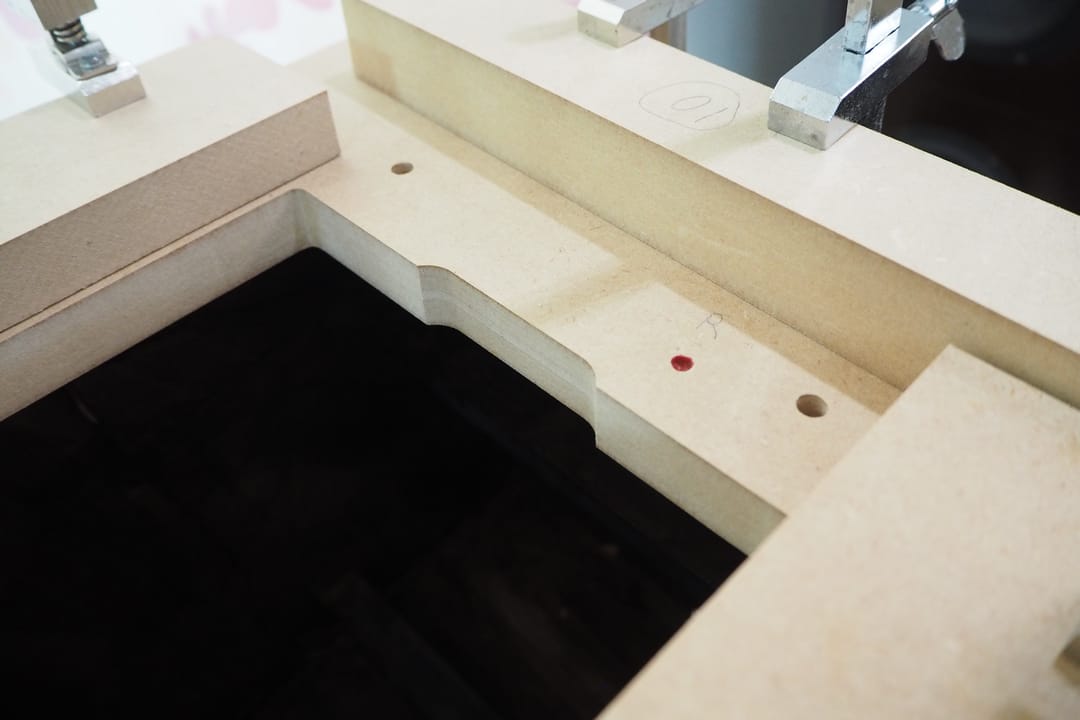
メインバッフル側にも赤い印が見えますね。
サブの加工がすべて終了したので、メインバッフルの最終加工です。一部のドライバーと干渉する部位があるので、少しだけルーターで削っておきます。
メインバッフルの加工も終わりましたので、いよいよ側板へ対して取り付けしていきます。


ハイ、ここまでで、一応箱の体裁は出来あがってしまったわけですね。自分でも「あっけない」と言えるほど、ここまで簡単にトラブルなく加工が進みました。しかし工作で本当に大変なのはここからで、神経を使いしんどい作業が待っているんです。サブバッフルのフラッシュマウント加工。ルーター・サンダーを使ってはみ出した部材のエッジ研磨。下地処理。そして、最終塗装。
あ、そうだ。ベースボードの加工もしていないや。まだまだこれからDEATH!!

ちょうどこの頃、Parts Expressから残りのドライバーも到着しました。
寸法図だけではやっぱりダメで、ドライバーの現物が無いと正確なフラッシュマウント加工って出来ないんですよネ。下手すると、マウントホールも指定どおりだとドライバーが嵌まらなかったりしますしね。


フィリップス 電動歯ブラシ ソニッケアー 3100シリーズ (軽量) HX3673/33 ホワイト 【Amazon.co.jp限定・2024年モデル】
歯の健康を考えるのならPhilipsの電動歯ブラシがお勧めです。歯科医の推奨も多いみたいです。高価なモデルも良いですが、最安価なモデルでも十分に良さを体感できる。
投稿者
KeroYon
関連投稿