
ちょっと大袈裟な表題ですが、私にとってはちょっとした衝撃事案だったので。
実はここ十日間あまり、私はBeryllium(ベリリアム)メンブレンの物性についてAIとの膨大な壁打ちを行なっていたのです。その結果に至った結論があまりにもショッキングで私自身も目の覚めるような/茫然自失の内容だったのです。このことはオーディオ界でもほとんど知られていない事実かもしれません??
これから順を追ってご説明しますが、悶絶級にかなり長大原稿となります。顛末をどうしても知りたい方、ある程度覚悟して読み進めてください。また、アマチュアには若干難解な内容も含んでいます。最後まで読んでも何を言いたいのか理解できない可能性もありますこと、あらかじめご承知おきください。
疑念の発端
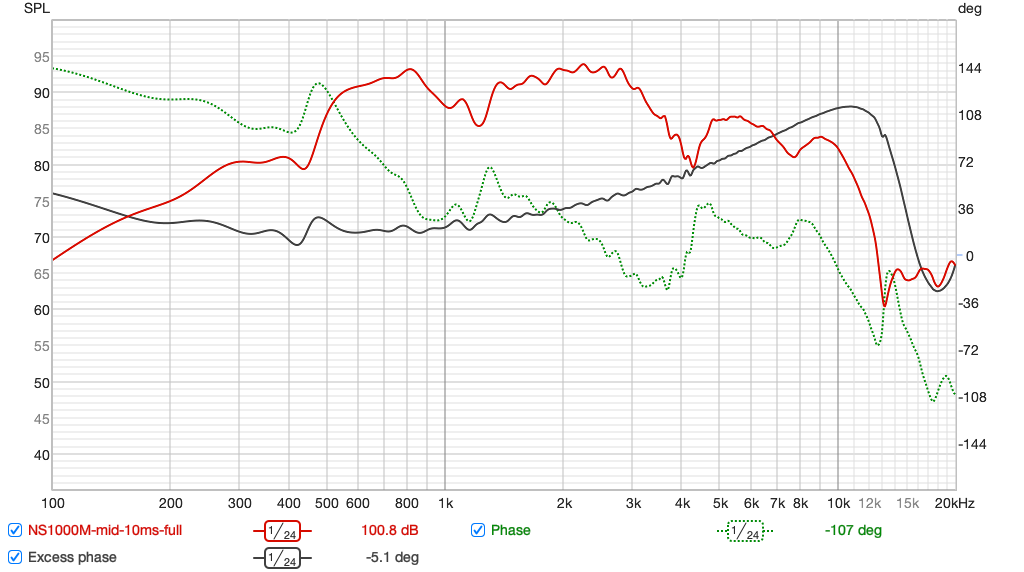
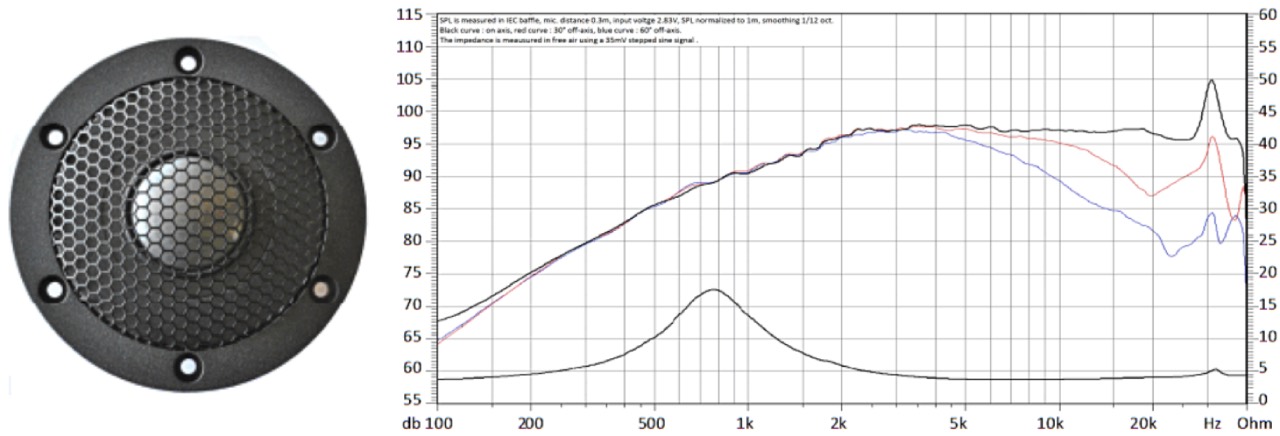
前稿で、NS-1000Mのミッドレンジドライバー、[JA-0801] を実測すると、高域ブレイクアップが極端に目立たないというお話はしました。
Berylliumはオーディオ用のメンブレン素材として、アルミやチタンに比べると、音速が2倍以上と非常に優秀です。下記はChatGPT がまとめてくれた比較表:
| 材料 | 音速 (m/s) | ヤング率 (GPa) | 密度 (g/cm³) | 比剛性 E/ρ | 内部損失 tanδ (目安) |
|---|---|---|---|---|---|
| アルミ | 約5,000 | 70 | 2.7 | ≈26 | 10⁻³〜10⁻² |
| チタン | 約5,000 | 110 | 4.5 | ≈24 | 10⁻³ |
| ベリリアム | 約13,000 | 287 | 1.85 | ≈155(圧倒的) | 10⁻³前後(中程度) |
以前からご説明している通り、ダイアフラムの音速/口径/分割振動帯域には相関があります。上表からすると音速要素だけでベリリアムのブレイクアップはアルミやチタンの2倍以上の高い周波数へシフトします。一方でJA-0801は80mm (メンブレン口径としては65mm=2.6inch)と、トゥイーターよりかなり大口径のドーム。いかに高いといえどブレイクアップは可聴域内へ降りてきて、鋭いピークが見られるはず、その痕跡が薄すぎるのです。それが疑念の発端でした。
私の想定だと7kHz-15kHzには顕著なブレイクアップが見られるはずですが、痕跡がほとんど無いのです。
気になった私は他のベンダーのBeトゥイーターのグラフを漁り始めました。
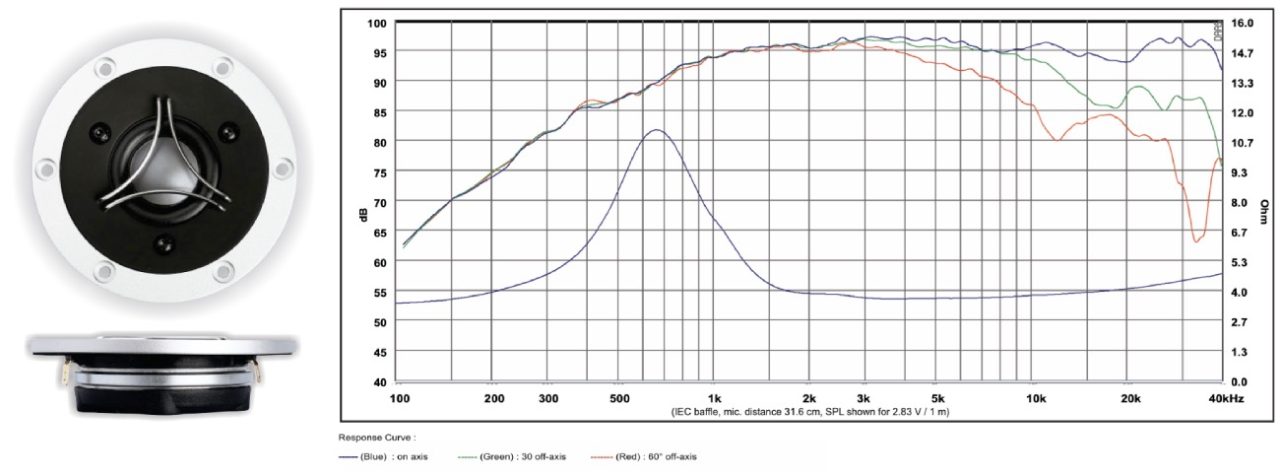
まず手始めはScanspeakのIlluminator。
同じですよ。27kHz – 38kHz辺りにそれらしきピークディップはあるのですが、先鋒が異様に低いのです。
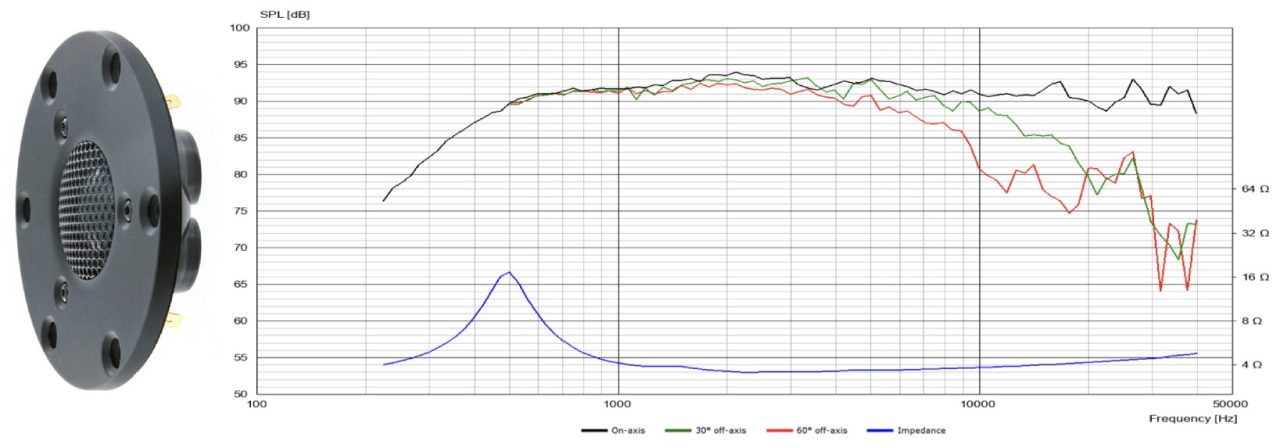
次は、SB Acoustics / Satoriです。
さすがはクローンと言うべきなのか(笑)
こちらはf特の形がそっくりで、同じくブレイクアップがほとんど目立ちません。一体どうなっているんでしょうね。
次に、MelodavidのBe25。
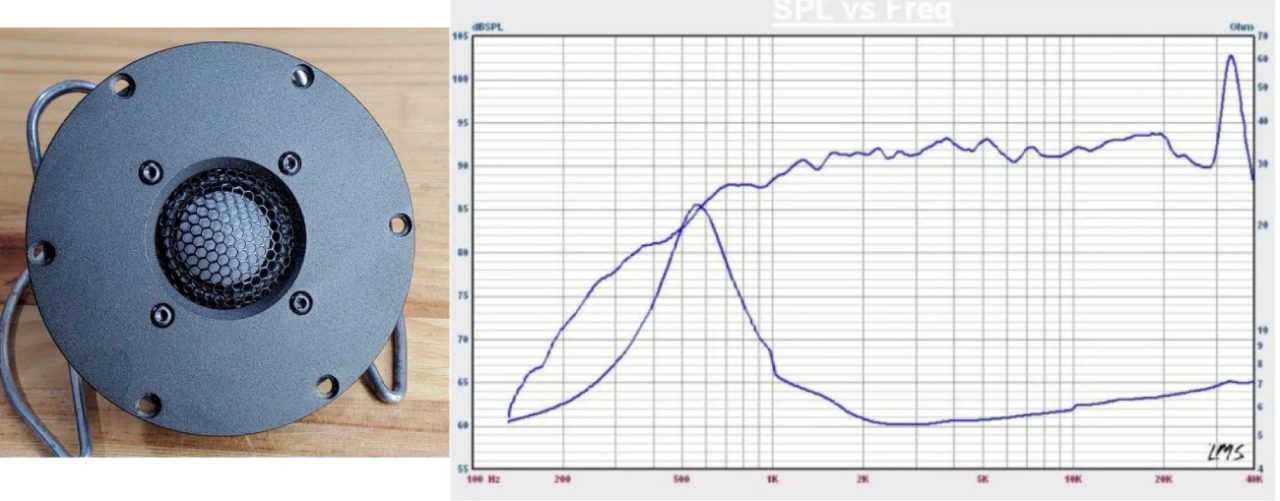
次はBelieSma。
そうそう、これですよこれ。これが正常です。BelieSmaとMeloDavidは私の想像通りに見えます。
どちらも30-33kHz周辺に鋭いブレイクアップが見られます(1″メンブレンの場合)。ウルトラハードで音速の速いメンブレンならこれが期待値だと思うのです。しかし、だとしたら同じ「Be」を謳っていながら、なぜこれほど極端な特性差が生まれるのでしょうか?とても同じ物性を持ったメンブレンとは思えません。
この疑念を解消するため、AI相手に膨大な検証作業が始まりました。
最初は頓珍漢な回答をしていたAIも、私が矛盾や誤情報を指摘し分析の解像度を上げていくなか、私が知らなかった(おそらく多くの方も知らない)事実が判明していったのです。
少し長いですが、ここから順を追って分析内容を紐解いていきます。
NS-1000M ミッドでブレイクアップが見えない原因推定
AIは便利ですが、カンタンに誤答や安易な憶測を打ち返してきます。また、質問者の意図に忖度して質問者が満足する誤答を捏造してしまう場合があります。AIとの壁打ちで最も大切なのは鵜呑みにしないこと。エビデンスの提示を徹底させることと、都度矛盾点を突いて、徹底的に訂正させることです。これを繰り返していくと隠された真の解に辿り着ける確率が上がります。(もちろん最後まで到達しない場合も多数。)
NS-1000M並びに他社トゥイーターでブレイクアップが顕著化しない理由。一番最初にAIが挙げてきた原因は下記ですが、そのうちのほとんどは根拠が薄いので却下しました。
- Beのインナーロスは他の高音速メンブレンよりは比較的大きめ
→これはある程度正解のようです。素のBeの内部損失は前付表の通り大差ありませんが、蒸着化などの再結晶プロセスにおいて隙間ができるから、内部損失が増える。また、自然と出来てしまう表皮酸化膜(BeO)との摩擦で増えるとのこと。これはある程度信ぴょう性があります。ただし、極端に増えるわけではなく程よく増える程度なので決定的根拠にはなりづらい。 - 分割モードの第一モードが可聴帯域外へ出るため(私の)測定域で見えなくなる
→却下。
1inchならいざ知らず、NS-1000の65mmもの大口径ドームではブレイクアップが可聴帯域に降りてきて見えてしまうのは不可避。また、1inchのScanspeakやSBの40kHzでブレイアップが見えない現象の説明にはならない。この誤答はAIも認めています。 - フォーマー+ドーム間の弾性接着剤(コンプライアンス)による制動
→却下。
これは私が最初の質問で”それを匂わせる提案”をしたからだろう、それに忖度して勝手に捏造したと思われる。事実として、YAMAHAのパテントや論文には該当する記述が見つけられない。 - サラウンドの形状と併せ複数制動材塗布による適切な制動
→これも却下。
確かにYAMAHA資料にそれに類した記述があるらしいが、これはFs/サラウンド共振制動に関わる記述であってブレイクアップ抑制とほぼ関係ない。「制動」「Dump」といったキーワードだけから安直な短絡・捏造したものと思われる。 - 私の測定方法、例えばスムージングや測定環境でピークが見えなくなっている
→却下。
擬似無響環境、ディフラクション影響排除の上、スムーシングを全て外してもピークが見えないのだから測定影響ではない。ただし、OnAxisだと見えなくて、少しOffアクシスにすれば見え始めるという仮説は無くもない。なぜなら巨大なフェイズイコライザーがドーム前面についているから。
以上の通り、最初の提案はほぼ却下されました。
上記の中で一番筋がいいのはインナーロス。そして、指向性の問題。指向性の可能性は私自身が測って検証するしかありません。インナーロスについては蒸着過程での方位性や応力勾配などによる差異で、同じベリリアムでもベンダーによって特性差を生み得る要因なので生き残らせました。
それで、最後に残っている振動板成形工程での違いをAIと一緒に探っていくプロセスで、決定的な事実に辿り着いたのです。ブレイクアップ要因結論の前に、まずその驚くべき事実をお伝えしておきたいと思います。
”真・Beryllum”と呼べるのは過去のYAMAHAだけだった
衝撃の事実とは何か。「表題の通り」です。
Pure Beryllium と呼んで良いようなメンブレンは、歴史的に過去のYAMAHA(+TADの最初期)にしか存在しなかったのです。これから順を追って説明します。
私はメンブレンの内部損失に注目して、製造過程における違いを言及していきました。その過程で、AIがYAMAHA NS-1000Mのメンブレンに対して「99.9%ピュアベリリウム」だの「コンポジット素材」だの、矛盾したことを言い出したので、そこの矛盾点を突きました。そうするとAIが「矛盾はない」と注釈し、この事実の説明をしだしたのです。Chat GPTが誤った特許番号などを提示するため、原点を探り当てるのに苦労しました。最終的には私が人力でJ -PlatPatで該当パテントを探り当てました。
私とAIは出典とエビデンスを明らかにするため、YAMAHAの公式文書、並びにPatent、AESへの提出論文以外のリソースを出来るだけ使わないようにして行ったんです。
特開昭55-113881🔗
1970年代当時の特許は、汚たならしい(藁半紙みたいな)劣化紙に印刷された原文を、OCRで読み取った挙句に校正さえせずそのまま転記したようなもので文字化けだらけ。そこをなんとか解読して転記してみました。おそらくこれで合っていると思います。↓
特許請求の範囲
1. アルミニウム基板にベリリウムを蒸着してベリリウム薄膜層を形成し、このベリリウムを薄膜層の形成されたアルミニウム基板をエツチング液にて溶解除去し、ベリリウム薄板を得るようにしたことを特徴とするベリリウム薄板の製造方法。
2. 前記エツチング液として可性ソーダ溶液を用いたことを特徴とする特許請求の範囲第1項記載のベリリウム薄板の製造方法。
発明の詳細な説明
この発明は、電気音響変換器等に使用されるベリリウム薄板の製造方法に関するものである。
従来、例えば高音用として用いられるリボン形スピーカ(ツイータ)等の電気音響変換器にあっては、その振動板をベリリウム薄板で構成している。
とのベリリウム薄板は高い振動数の音を最も効果的に発生し得るような形状に形成され、かつその振動特性を良好なものとし得るよう均一な厚さに形成されることが要請される。
このようなベリリウム薄板を製造する方法としては、例えばベリリウムの塊を鍛造あるいはプレス加工した後、切削加工して形成する方法とかプレスまたは鍛造した後、熱間圧延して形成する方法等が知られている。
しかしながら、前者の方法では切削加工時に切粉が発生するため、材料の歩留りが非常に悪く高価なものとなるといった不都合があり、後者の方法では圧延のために非常に酸化し易い状態となるので、ステンレス薄板等で包んで圧延しなければならず、しかも薄板シートの割れを防ぐために高温で圧延しなければならないため、全体的に製造工程が非常に複雑化して難しく、製造コストを高いものにするという不都合があった。(中略)そして残存したフォトレジストをマスクとして可性ソーダ(5o%)溶液等のエツチング液で露出しているアルミニウム基板1を溶解除去キシレン等で前記フォトレジストを除去する。
はい、私がマーカーで記した部分がポイントです。わかりやすく説明しなおしますね。
YAMAHAは真空蒸着法で、ベリリアムを基材(この場合はアルミ薄膜)に蒸着させ、その後、エッチング法でアルミニアムの基材を取り除きます。最後はピュアなベリリアム薄膜だけが残ると。「だから」YAMAHAはこのメンブレンを「純度99.9%」と称していたわけですね。
そこで私はAIに質問したのです。「金属基材に蒸着成長したとして、その後に基材を除去しているベンダーを全て挙げて」と。そうしたら「YAMAHA以外には無い」というのですよ。それと例外的に初期のTAD、TD4001と2001。それだけだと。
私に鳥肌が立ったのは言うまでもありません。
基材を除去していたのは、過去のヤマハだけ・(とTAD)・・だと?
ということは? ピュアベリリウムって大昔のYAMAHAにしか存在しないとでも言うのか・・・?
必死になって調べましたよ。でも本当にそうだったんです。本当にピュア・ベリリウムであれば、ベンダー自身が誇らしげにそれを謳うはずですが、そうした情報は一切ない。そして、何と言っても決定的なのが破壊画像です。

上図は一例ですがユーザー報告ですね。表層は達しかにベリリアム的な玉虫色なのですが、ちょっとナイフで削り取ると地金のアルミやチタンが見えてしまうのです。(良い子は絶対マネしないでね、Be粉塵が出ます)
もし、これが基材を持たないベリリアムだと、真空蒸着による脆い結晶構造だから、セラミックやボロンよろしくパリンと割れてしまうはずなのです。そして、もし気中でそれが割れてしまったら・・・・判りますよね?猛毒のベリリアムの粉塵が気中へ飛散します。ベリリアムドームというのは、トリカブト以上に簡単に人を殺せる殺傷兵器なのです。
以上。歴史的に、1976年当時に基材を取り除いた自立型のBeドームを量産レベルで実現できたのは、YAMAHAだけだったのです。その数年後にTADが自立型に追随しますが、すぐにその技術は廃れて後発が出なくなります。
過去のYAMAHAやTAD以外にピュア・ベリリアムが存在しない理由
これは、掘り起こすのが比較的簡単でした。私とAIの見解も一致しています。
他には誰もやろうとしない。理由は以下の通りです。
- 歩留まりが悪い
基材を取り除いてしまうということは、脆いBe蒸着層だけが残るということだから、当然割れやすいし不良も出やすい。つまり、歩留まりが悪いということになります。 - 高度な製造設備を要求される
ほとんどの理由はこれかなぁ。
前記の理由とも重なるんですが、危険なわけですよ。歩留の悪いメンブレン。欠けたり割れたりするリスクがある。割れると粉塵が飛散する。重大事故を避けるには、クリーンルーム並みに機密性と安全性が担保された生産施設が必要となります。一般に、そのようなものを「ラボレベル」と呼びます。
今やオワコン産業となったオーディオ、今からそんな大仰なラボ施設を新設できるわけがない。役割を終えたら閉鎖です。私から言わせれば、ScanspeaksもSBもSEASもガレージベンダーみたいなもんです。YAMAHAのような壮大な生産設備を新設できるわけもない。
よって、未来永劫「YAMAHAがやっていたようなBe生産設備は生まれることがない」と予測できます。
つまり、YAMAHAやTAD(の一部)は未来永劫のOnly Oneになれたということです。衝撃的でしょう? - 「ピュア」であることは必ずしもメリットではない
エッチングで基材を除去せず、残しておいた方が良い・・・としたらどうでしょう?
ピュアベリリアムであるメリットはほとんど無くなります。実際そうだったのです。基材を取り除かなくとも十分な音速が得られる。また、安全性が担保できる。歩留まりも良い。生産コストも低い。となると、ピュア・ベリリアムの存在意義は無くなります。この線が濃厚かなぁ。
次章で少しそこを掘ってみましょうか。
11/4訂正:
その後のLSRさんのご指摘により、ピュアベリリウムはYAMAHA / TAD以外にも存在することが判明しました。少なくともFocal や Scanspeak は社外からベリリアム薄膜ロールからプレス成形されたベリリアムドームを購入し、これを採用したということが発覚しています。「基材除去による自立型Be」は確かにYAMAHAオンリーなのですが、その後はBe薄膜をプレスして作る「ピュアベリリアム」が主流になったというのが正しい表現です。
誤りをお詫びして訂正します。LSRさんありがとうございました。
ピュアなベリリウム=最高性能ではない
前述の通り、テクノロジーという視点では、過去のYAMAHAのBe生産技術はオンリーワン。唯一無二のピュアな存在だと分かったんです。(+TADの一部ね)
それが投資対効果として必需の技術であれば生き残ったはずなのですが、衰退しました。投資に対しての見返りが低すぎた・または代替可能だったと見るのが妥当かなと。
口を酸っぱくして言いますね。日本人の悪い癖。日本人は文言で感覚的な先入観を抱くようです。
何度でもこれは言います。
❌ シンプルであること = 優れている
❌ ピュアであること = 優れている
⭕️ 優れている = 優れている
優秀なものが優れているのであって、シンプルであることやピュアであることは、優秀性となんら相関はありません。ピュアを実現するための技術的な難しさは確かに有りますが、それはスコアとは別の次元です。YAMAHAのBeは99.9%ピュアと言っていますが、所詮はエッチング。本当は背面で合金のような構造をとっており、それでインナーロスを稼げている可能性はありますね。
次は後年のYAMAHAのBe特許です。
先発のベリリアムの問題点の課題解決としての出願になっています。
つまり”ピュア”といえど課題はあって、彼ら自身が過去を否定しています。
日本楽器による後発特許(GCベリリアム)から引用:
(発明が解決しようとする問題点) しかしながら、このような従来の振動板の製造方法にあっては、単に熱処理によって振動板の内部組織を高密度化するものであったため、その高密度化には限度があり、音響機器用の振動板としてはその特性を十分に高めることができないという問題点が生じていた。すなわち、未だ密度が低く、やはり高周波数領域においては振動板の音圧レベルが不足していたのである。
(問題点を解決するための手段) そこで、本発明は、気相成長法により基板上に金属薄膜を形成する工程と、該金属薄膜を高温高圧下において処理する工程とを備えた音響機器用振動板の製造方法を提供することにより、上記問題点を解決する
従来の真空蒸着法で形成された粒子は細かすぎ、故にインナーロスが大きく、場合によっては目に見えない欠損穴があると。その技術の補完としてGC(巨大粒子)技術が生まれたと。そういう骨子になっています。
そこ重要。次章のブレイクアップ概論の結論へとつながります。
一部のベリリアムで、ブレイクアップが顕在化しない理由
終章。以下は私とAIが議論の末に至った結論です。
私自身は納得感があるのですが、部分的に推論や仮説に立った結論もあります。このため事実と反する可能性もありますこと、ご承知おきください。
先に結論だけ言っておくと、
同じBeと言っても、その生成工程で物性にかなり違いが出るらしい
これが結論ですね、で、だからブレイクアップが目立つものもあるし、目立たないものもある。
何ともはや・・・「なんじゃそりゃ!」な結論ですね。でもそうらしいのです。
裏を返すと「ベリリアムだ!きゃっほう!」と飛びついても同じ音が出る訳じゃない…というかBe本来の物性とは限らない。 =測ってみないと本当の物性は分からない、という事です。
実は、このことはYAMAHAさんが自身のパテントの中でも語られていることなんです。以下に詳しく記述されています。
初期の、つまりNS-1000M時代のベリリアムの物性を否定するかのような記述も見られます。NS-1000M時代のBeは、Al基材に対してBeを真空蒸着方で蒸着させ、その後にエッチング剤でAl基材を取り除くというものでした。それでBeは確かに純度としては99.9%になるのですが、その結晶構造に問題があるようですね。
蒸着された結晶は粒子が非常にきめ細かく、また、その粒子間には欠損というか微小気泡の空隙が生じ、密度が不足していた。いわゆる「粒界が多い」という表現になるのですが、そうなると粒子間の摩擦でインナーロスが増え、おまけに想定通りの音速まで上がらない。YAMAHAさんはこれを「スピーカ用の振動板として高周波数領域においては音圧レベルが不足するという問題点を有していた」と表現しています。
その反省もあって、その後は気相成長法(いわゆるイオンプレーティング法)に製造方法を切り替えて行ったのですね。これが恐らく後年のGC(ジャイアント・クリスタル)ベリリアムだと思います。
最初のAIの回答としては、Beは音速が速いのだから可聴域よりも高い周波数にブレイクアップが出るはず と推定していたのですがそれは金属素体の物性。例えば圧延加工したBe金属そのものとかね。YAMAHAのは全然そんな感じじゃなかったのです。音速は想定していたほどに上がらないし、ブレイクアップも内部のロスで見えづらい。Alだって表層をちょっとアルミナ・セラミック化しただけで音速はガッと上がります。逆に、Beだからと言って必ず音速が速い訳じゃないし、ブレイクアップが顕在化するわけでもない。
昔のYAMAHAは音速が上がり切らない、しかしそのトレードオフとしてインナーロスが大きめになったので共振ピークが目立たなくなるという副次効果を生んでいたのです。逆に、インナーロスなんてどうでも良いからとにかく音速だ!というベンダーさんでは可聴外に鋭いブレイクアップが顕在化しています。
蓋を開ければな〜んだと、当たり前の話かも知れないが、これはなかなか(他のメンブレンでは)見られない現象なので、驚きと共に面白かったです。
以下、Chat GPTがまとめてくれた製造方法による違いです。
| 要素 | 昔のYAMAHA:真空蒸着(PVD系) | TAD:化学気相成長(CVD系) |
|---|---|---|
| 製造温度 | 約800〜1000 °C | 約1200〜1500 °C |
| 圧力 | 高真空(10⁻⁶ torr) | 低圧(数 torr)+反応ガス |
| 成膜機構 | 金属蒸気を直接基材に物理的堆積 | Be化合物ガスを化学分解→原子層成長 |
| 結晶成長 | 急冷 → 微細結晶・アモルファス混在 | 高温 → 柱状晶(Columnar grain)形成 |
| 膜密度 | 高いが局所的欠陥あり | 非常に高密度・均質 |
| 内部損失 | やや大きい(粒界多) | 小さい(結晶連続) |
| 機械的強度 | やや低い | 極めて高い |
| 音の傾向 | 滑らかで自然、ブレイクアップ緩やか | 極めてシャープ・高解像・硬質 |
もちろん、ミッドレンジやトゥイーターは製造方法やブレイクアップの有無だけで決まるものではありません。多数の要因に支配されます。しかし、少なくとも昔のNS-1000Mミッドや一部のBeトゥイーターでブレイクアップが顕著ではない要因として、インナーロスのコントロールが支配的であると判断しました。
最下行に「音の傾向」というのがありますが、これはAIの勝手な推定と印象想像でしょうから、あまり気にしなくて良いと思います。(面白いですけどね、AIがそういう感想を言うの。)
最後に、各ベンダーの製造工程の違いを付表にします。こちらは裏は取れていませんけれども。恐らくこうだろうなという。
| メーカー | 製法 | Be層厚 | 基材除去 | 実効剛性 | コメント |
|---|---|---|---|---|---|
| 昔YAMAHA JA-0801 | 真空蒸着 | 30–50 µm | ✅ 除去 | ◎ 非常に高い | 世界唯一の純Be自立膜 |
| 昔TAD TD-2001/4001 | 蒸着(CVD) | 20–25 µm | ✅ 除去 | ◎ | 同じく自立Beドーム |
| Focal Utopia Be | PVDスパッタ | 10 µm | × 残留 | ○ | Ti合金ベース複合 |
| ScanSpeak Ellipticor Be | PVD | 10–15 µm | × 残留 | ○ | Al-Mg複合 |
| SB Satori Be | PVD | 5–10 µm | × 残留 | ○ | Alベース |
| MeloDavid | PVD | 数µm | × 残留 | △ | 被膜剥離あり |
下の方で「× 残留」が書いてある基材除去していないBe。多分そちらの方が恐らく基礎性能は良いんですよ。ピュアではないのに。
11/14訂正
上表はChat GPT推定だったわけですが、LSRさんのご指摘で誤りであることが分かりました。
訂正は下表になります。ただし下表も完全に裏取り出来ていないため推定を多く含みます。
| メーカー | 主なモデル例 | 製法 | 素材供給 | Be膜厚(確定/推定) | 蒸着基材 | コメント |
|---|---|---|---|---|---|---|
| Yamaha | JA-0801 / JA-0513 | 真空蒸着(PVD系) | 自社成膜 | 約30–50 µm(文献値) | なし | 当時の自立Be薄膜(純Be単層) |
| TAD | TD-2001 / 4001 | 化学気相成長(CVD) | 自社成膜 | 約20–25 µm(文献値) | なし | 柱状晶構造、低内部損失 |
| Focal | Utopia / Sopra Be | ロールフォイル圧成形 | Materion | 約25–40 µm(Truextent仕様) | なし | 「Pure Beryllium」表記。純Beフォイル由来 |
| Scan-Speak | Ellipticor / Illuminator | ロールフォイル圧成形 | Materion | 約25 µm(Truextent系) | なし | Materion供給に依存(供給変動あり) |
| SB Acoustics | Satori TW29BN 等 | ロールフォイル圧成形 | Materion | 約25 µm(Truextent系) | なし | 公称99% pure Be foil を使用 |
| BlieSMa | T25B / T34B 等 | ロールフォイル圧成形 | Materion /独自供給 |
約25 µm(推定) | なし | 自社プレス+アニールで成形 |
| MeloDavid | Beシリーズ | PVDスパッタ(被覆) | 不明 | 数 µm(推定) | 残留 | 被膜剥離報告あり(被覆系) |
真理は以下の通りです。
- Beの基材を取り除くと歩留まりが落ち粉塵リスクが上がる
- Beの基材を取り除かなくとも
十二分な音速と性能が実現他の生産技術が出現して代替できた - 基材除去の旧来型BeはBe本来の性能を達成できていなかった
- 基材除去には大規模生産施設が必要で、その投資に見合った効果はない
- 現代では
基材を除去していないコンポジット型のBeが主流社外Beロールフォイルのプレス成形が主流に変わった
11/4改訂
改訂後の顛末で、フォイルプレス型と想像されるBeでもブレイクアップが見えたり見えなかったりするので、その差異の原因は再び闇の中となりました。
こんなに長い原稿を最後までお付き合いいただきありがとうございました。

フィリップス 電動歯ブラシ ソニッケアー 3100シリーズ (軽量) HX3673/33 ホワイト 【Amazon.co.jp限定・2024年モデル】
歯の健康を考えるのならPhilipsの電動歯ブラシがお勧めです。歯科医の推奨も多いみたいです。高価なモデルも良いですが、最安価なモデルでも十分に良さを体感できる。
2件のコメント
コメントを残す
投稿者
KeroYon
関連投稿




今回も意欲的かつ挑戦的な記事更新おつかれさまです。
興味深く拝読しました。
蒸着式にもPVDとCVDがあることは知っていましたが、ヤマハは初期PVD式でTADが今でもやっているのはCVD式だったのですね。そして初期のヤマハベリリウムは蒸着の祖密度が低くベリリウムの高音速が振動板としては出ていなかった結果としてピークが出なかった、というのは説得力があります。
その他の遥かに加工性が高いアルミやチタンベースの金属ドームでも形状工夫や周囲へのカットなどによる共振分散・同心円モード低減でピークを分散する設計的工夫がみられるのは80年代後半になってからでしたから。
またTADは最近の開発者語りで蒸着ベリリウムのことを損失が高く素材固有音が出づらい、という説明をしていましたが見解が一致していますね。こうした蒸着式を謳っているTADのバランスドームベリリウムツイーター搭載機(CE1TXやCR1TXなど)は大体29-30kHzに鋭いピークが出ているので剛性も十分に出ているのでしょう。
一方でFocalやScanspeak、SBなどのベリリウムツィーターは蒸着で基材となる金属が残っているのでは、という推測でしたが、こちらはアメリカの会社が製造する薄膜ベリリウム箔ロールシートからプレスによる鍛造成型をした振動板を使っている、と過去雑誌などで出ていましたが、私もこの記事に触発されてChatGPTと押し問答をしたら色々出てきました。
ベリリウム箔自体は原材料の産地がアメリカ中心且つ航空産業需要で開拓されたため、その毒性からも軍事目的用途を警戒し輸出が規制されていたためアメリカで独占的に精錬方法が開拓され、1970年代に実用量産が少量され始めたようですが、純度99.8%の均一且つ2.56μ㎜~250μ㎜程度の厚みの箔ロールが振動板向けに製造可能となったのが1990年代後半、それにいち早く目をつけて採用したのが上記のメーカー群だったようです。供給はUSのMeterion社1社だったようです。
最近の国際情勢不安の影響か、Materion社が急遽薄膜のベリリウム箔をDisconとしたため一部メーカーはユニット販売を終了したり、ラインアップを変更していますが、日本だと近年TADが同じ箔プレスベリリウムツイーターを搭載していたME1を、ME1TXにモデルチェンジして蒸着式ベリリウムツイーターに変更していました。
ちょっと話がそれましたが、ベリリウム箔を使用した振動板のツイーターも、例えばとりあげられているScanspeakのD3004の前の世代のD2908/74000などは、やはり32-33kHz付近に鋭くないQですが+5~8dBのピークがあります。
箔プレスのベリリウム振動板損失が少ないので固有音が乗りやすい傾向はありますが、剛性は十分に出ているはずと考えると、やはり磁気回路の設計、背圧の抜き方とバックチャンバー設計などでQを低くして目立たないように設計で工夫しているのではないか、と思っています。
実際ChatGPTにQの鋭さを抑えるドーム設計を調べさせると、浅めの形状のドームでダンピング効果を高めた幅広のサラウンドにより抑えたうえで、大型バックチャンバー(深型として1次共振を下げ上方向へ逃がす)+圧力均一化ベントや振動板背面の音響導管などの設計例があげられていました。
私自身D2908/714000は使用しており、友人がD3104を使っていましたが、この辺のツイーターは背面の音響導管はわかりませんが昔の国産ドームツイーターと比べるとドームプロファイルが球に対してかなり浅く、サラウンドは分厚く、背面キャビティは大きめです。
真偽は定かでないですが、ご参考まで
LSRさん
コメントありがとうございました。
ご指摘によって、整理の「致命的な誤り」に気づくことができました。
Meterion社の名を出した途端、ChatGPTが自身の整理の誤りを認めました。
蒸着なんて過去の技術であり、現代型Beのほとんどが箔押しによる成形だったんですね。Scan, SB, Focal, BelieSma…
> 実際ChatGPTにQの鋭さを抑えるドーム設計を調べさせると
ここから先のご説明はほとんどがFs共振のQ制動の要素ばかりですね。(私の時もそうだったんです。Qとか制動という単語を持ち出すと、低域共振とぐちゃぐちゃに混同して回答してきます)
ただドーム曲率半径だけは確かに分割振動を左右する主要因なので、これは臭いかもしれません。
同じフォイルを使っていながらブレイクアップが目だったり目立たなかったりする主因は再び闇の中へ落ちてしまったので、もう少し探ってみたいですね。
—
P.S.
元記事の方へは訂正注釈を入れておきました。
いただいた情報を基に、また記事化するかもしれません。