
木工編その3。
今回はサブバッフルの加工を中心にメモをしていきます。
サブバッフルは一次加工としてほとんどのドライバーの開口が空いています。
しかし、このままではターミナル部の切除が足りずドライバーが嵌まらなかったり、フラッシュマウントのザグリ加工が必要であったり、はたまた斜めカッタウェイの深さが足りなかったりしています。
したがって、どの部材もかなり大規模な二次加工が必要となっていきます。

サブバッフルはPR用も含めるとこれと類似のものが10枚もあります。その二次加工がかなりの作業量となってのしかかって来ます。本作の工作のなかでも、最も過酷で時間を要する工程になります。
そこで今回は初の試みとして、フラッシュマウント用のガイドジグ板を何種類も準備しました。この治具が効果絶大。今までのルーター加工の神経質さや難しさがウソのよう。とても簡単に速く、美しく加工ができました。
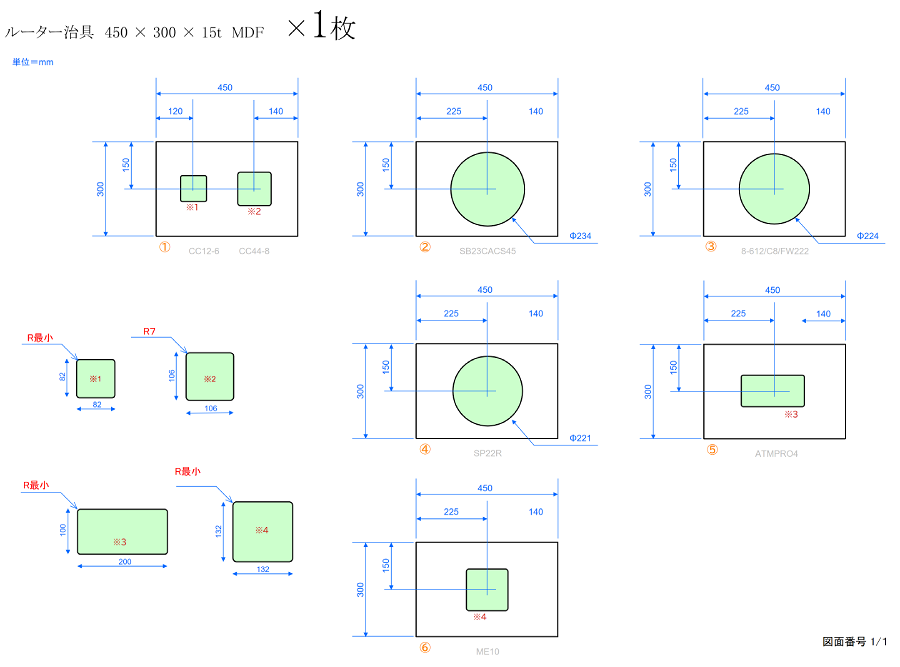
なんだぃ、ガイドジグってこんなに大切で、カンタンなのかぃ。
もっと早く気付けばよかったです。ジグなくして・ルーター加工無し。No Jig, No Router
加工対象のバッフルと、ガイドジグを位置決めして軽くクランプで止めます。
あとはガイドジグに沿ってルーターを当てていくだけです。
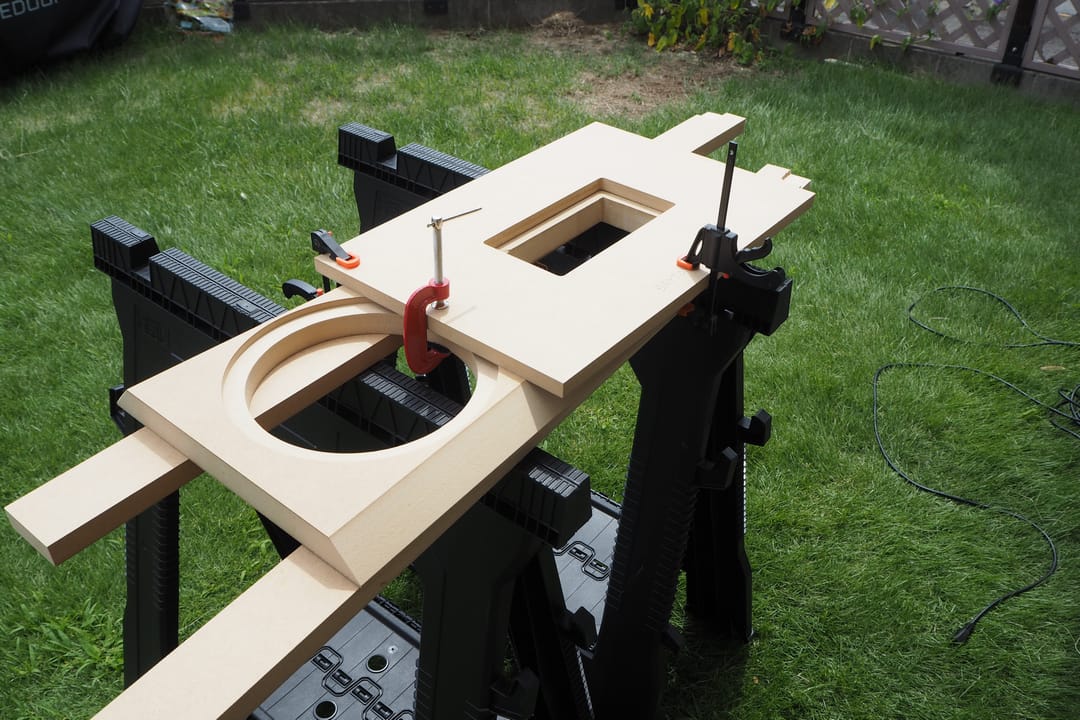

角穴も同様です。驚くほどキレイに、速くカンタンに加工が終わります。
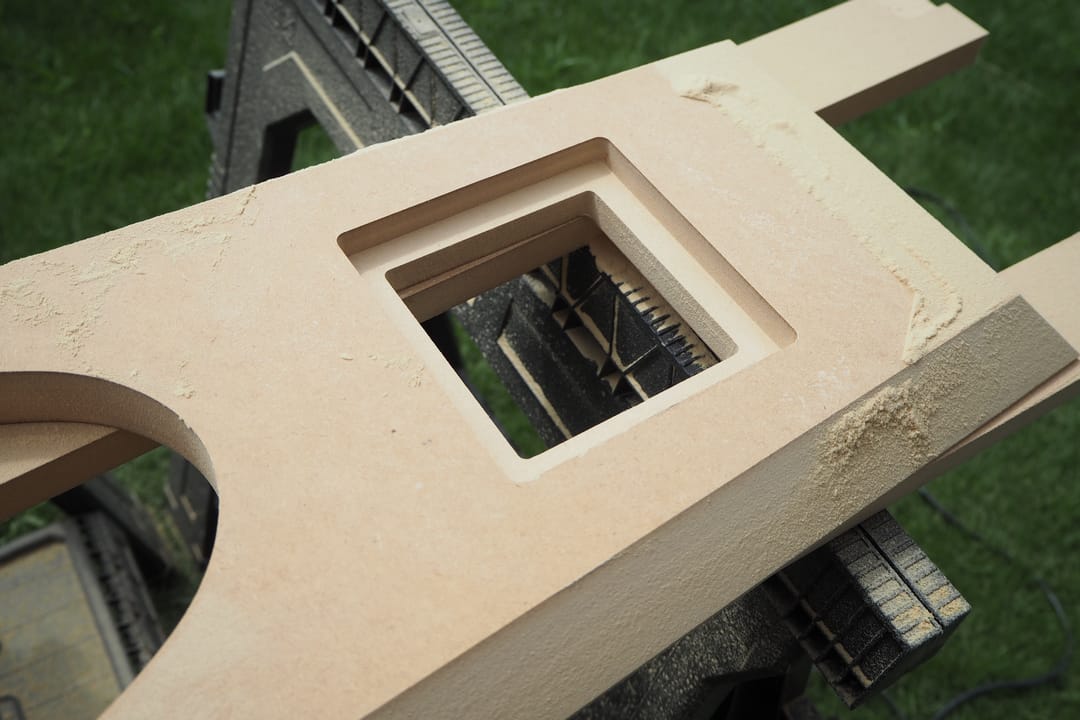
各バッフルがどんどん美しく仕上がっていきます。
といっても、1枚1枚削り出して行くのはそれなりに骨の折れる作業です。物凄い量の粉塵と戦いながら、1枚=1時間以上は掛けながら、じっくり削り出していきます。1日に作業できる枚数は2枚が限界です。
ガイドジグ以外にあと3つ、今回の加工で活躍した新兵器(??)があります。
ルーターのブリッジ板。

ドライバー開口が大穴になると、端面だけでルーターが水平を維持できず、傾いて板を痛めます。それを避けるため、開口半径とほぼ同じブリッジ板でルーターを保持します。これの有ると無いとは大差があって、かなり楽に作業することができました。
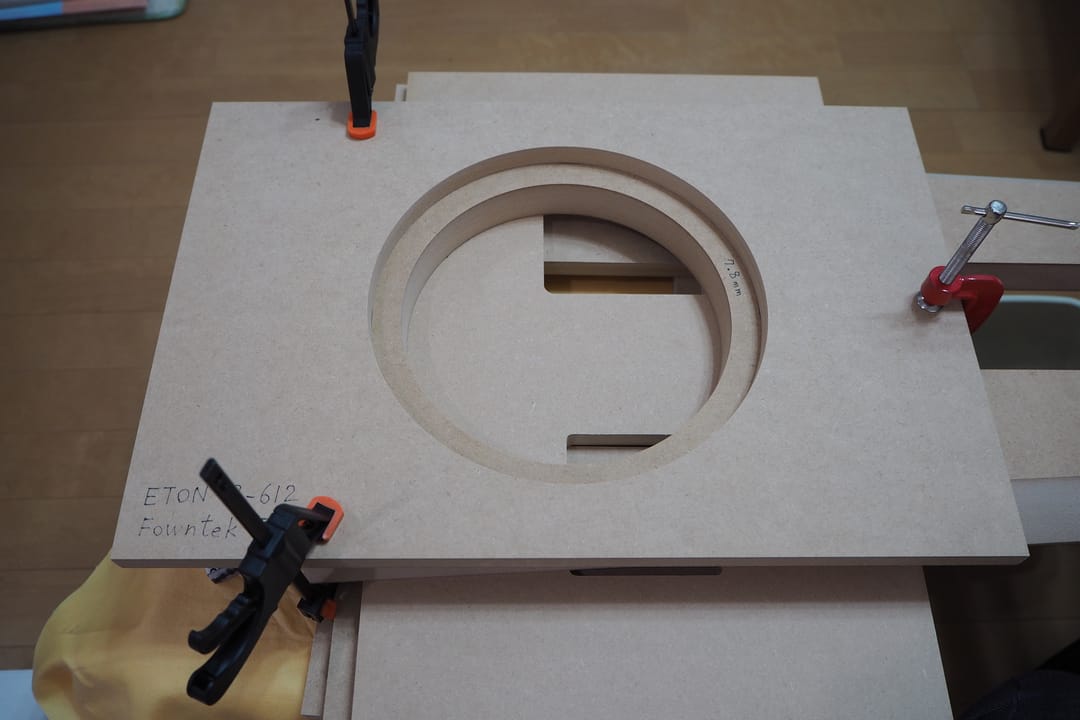
次に、ルーター用のサークルテンプレート。

ほとんどのガイド治具は、外注です。しかし、コストダウンのため幾つかのテンプレートは自分で丸穴を空けました。このサークルテンプレートは、ルーターを使って綺麗な円をくり抜けるというものです。
一挙に彫り込むのは駄目で、少しずつ掘る必要はありますが、驚くほどラクで/キレイに/正確な直径の丸穴をあける事ができます。
一度これを使うと、ホールソーなどというキケンで難しい工具はアホらしくて使う気がしなくなります。
THIEL AUDIOのメカニカル2wayミッドハイ。


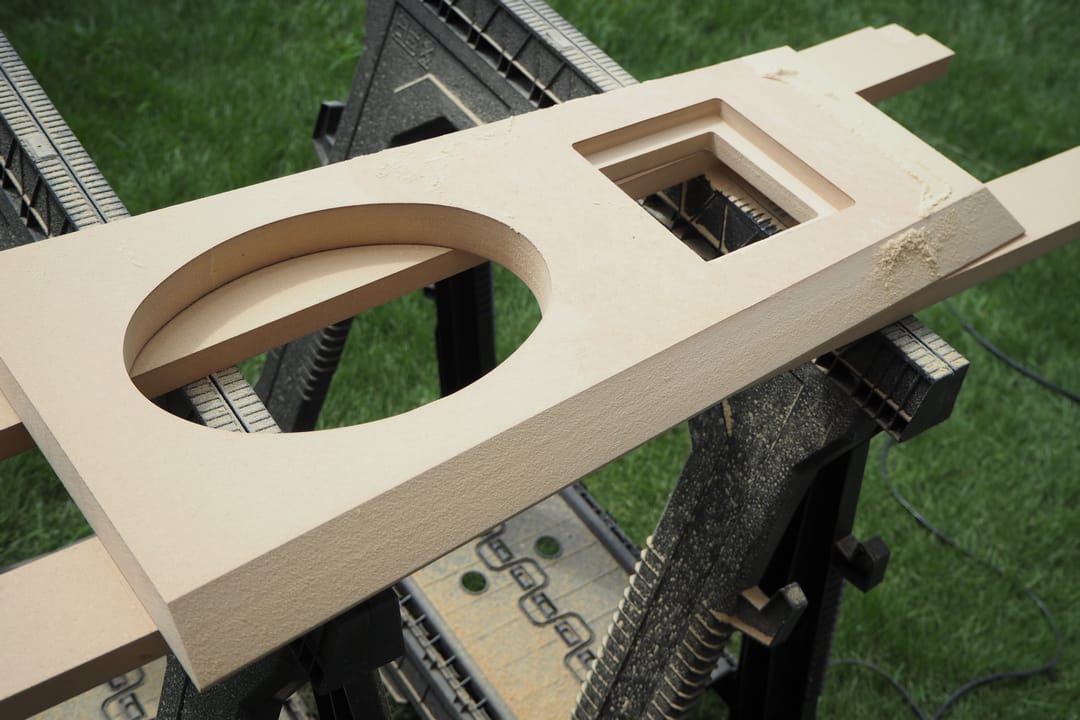
このドライバーは、開口径=ほぼマグネット直径というとんでもないシロモノで、そのままドライバーを取り付けすると背面通気性が悪くて問題があります。それだけでなく、端子が開口と干渉してケーブルが出せないので二次加工が必要です。
具体的には下図のようなバッフル加工を施しました。

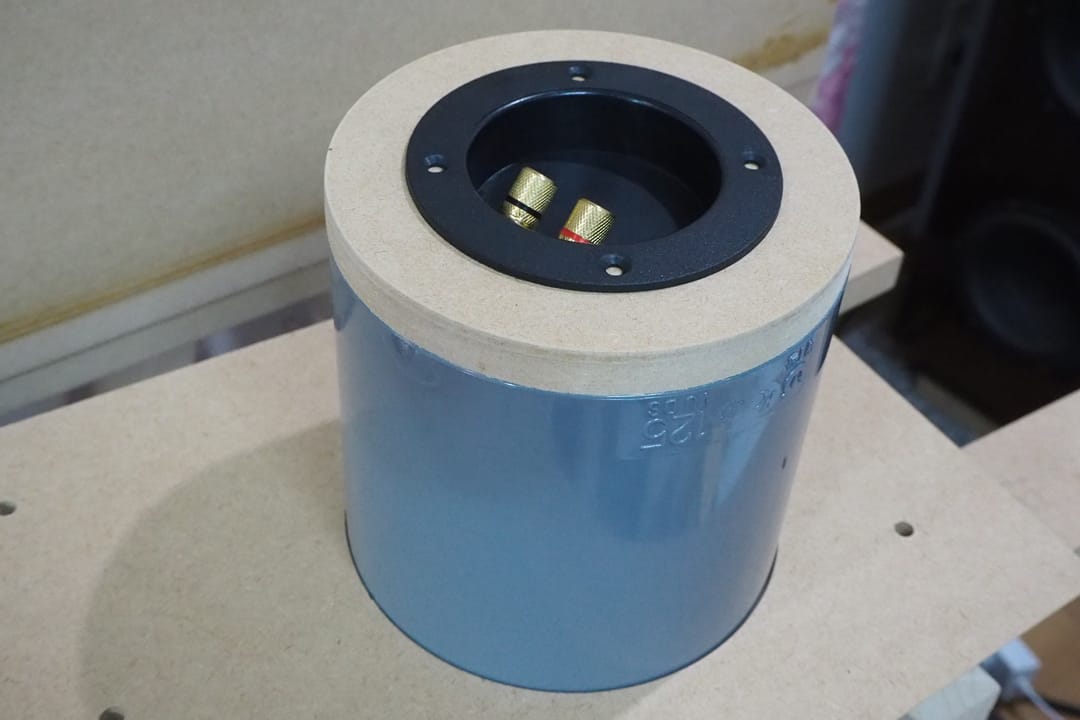
THIEL CS2.3のスライス断面図を見ると、このミッドハイドライバは相当大きなバックキャビティを奢られています。私も最低2リッターはキャビティを確保したいので、丈夫なVU菅のキャビティを準備しました。

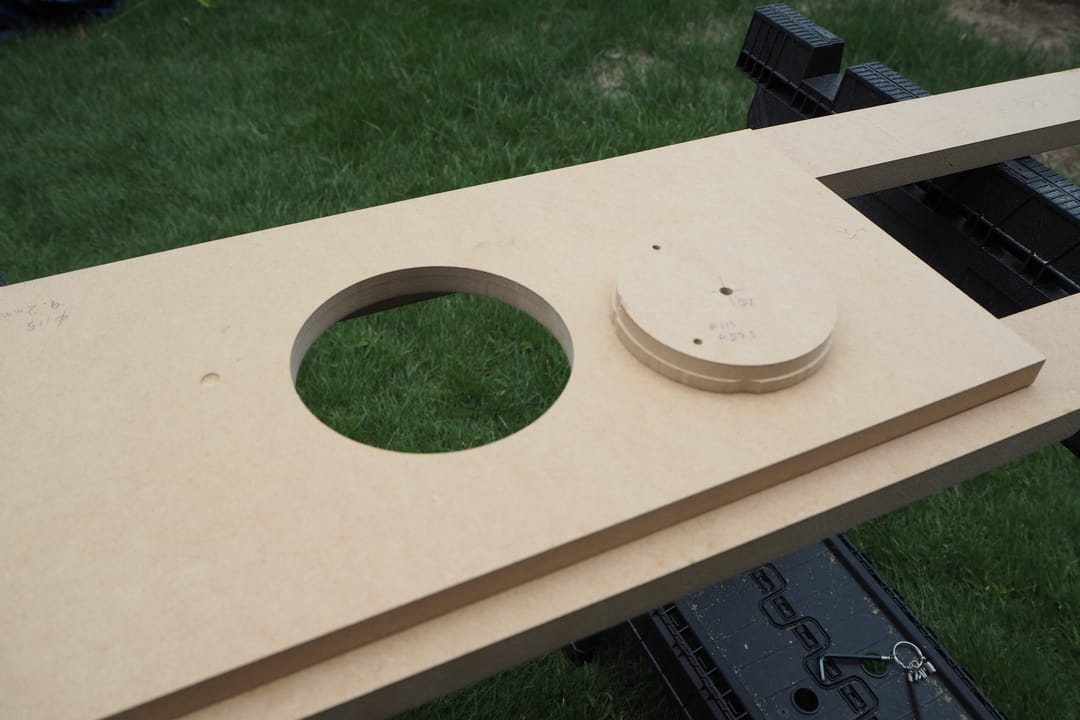
さきほどご紹介したサークルテンプレートと、ルーターを使ってバックキャビティの裏板を削り出していきます。こんなものがルーターだけで安易に作れてしまうんです。

ついでにサブバッフル側にも軽くザグリを入れて接合強度を高めましょう。
バッフルには既にドライバー開口が空いてしまっているので、丸板を仮止めして(ハンマーでカンタンに剥がせます)その丸板を踏台に、丸溝を入れていきます。


全部接合するとこんな感じです。
3D CAD真っ青の完成度でザグリ加工ができました。
工具や治具って本当に大事。
ちょっと前の自分では考えられなかった工作精度・カンタンさです。
投稿者
KeroYon





{kind=link}